
ამ კვირაში ჩვენ გვექნება შესავალი მეტალიზებული ფირის კონდენსატორის შემოხვევის ტექნიკაში. ეს სტატია წარმოგვიდგენს ფირის კონდენსატორის შემოხვევის აღჭურვილობაში გამოყენებულ შესაბამის პროცესებს და დეტალურად აღწერს ისეთ ძირითად ტექნოლოგიებს, როგორიცაა დაჭიმვის კონტროლის ტექნოლოგია, შემოხვევის კონტროლის ტექნოლოგია, დემეტალიზაციის ტექნოლოგია და თერმული დალუქვის ტექნოლოგია.
ფირის კონდენსატორები სულ უფრო და უფრო ფართოდ გამოიყენება მათი შესანიშნავი მახასიათებლების გამო. კონდენსატორები ფართოდ გამოიყენება, როგორც ძირითადი ელექტრონული კომპონენტები ელექტრონულ ინდუსტრიებში, როგორიცაა საყოფაცხოვრებო ტექნიკა, მონიტორები, განათების მოწყობილობები, საკომუნიკაციო პროდუქტები, კვების წყაროები, ინსტრუმენტები, მრიცხველები და სხვა ელექტრონული მოწყობილობები. ხშირად გამოყენებული კონდენსატორებია ქაღალდის დიელექტრიკული კონდენსატორები, კერამიკული კონდენსატორები, ელექტროლიტური კონდენსატორები და ა.შ. ფირის კონდენსატორები თანდათან უფრო და უფრო დიდ ბაზარს იკავებენ მათი შესანიშნავი მახასიათებლების გამო, როგორიცაა მცირე ზომა, მსუბუქი წონა. სტაბილური ტევადობა, მაღალი იზოლაციის წინაღობა, ფართო სიხშირული რეაქცია და მცირე დიელექტრიკული დანაკარგები.
ფირის კონდენსატორები ბირთვის დამუშავების სხვადასხვა მეთოდის მიხედვით, დაახლოებით იყოფა: ლამინირებული ტიპის და დახვეული ტიპის. აქ წარმოდგენილი ფირის კონდენსატორის დახვევის პროცესი ძირითადად გამოიყენება ჩვეულებრივი კონდენსატორების დახვევისთვის, ანუ ლითონის ფოლგის, მეტალიზებული ფირის, პლასტიკური ფირის და სხვა მასალებისგან (ზოგადი დანიშნულების კონდენსატორები, მაღალი ძაბვის კონდენსატორები, დამცავი კონდენსატორები და ა.შ.) დამზადებული კონდენსატორის ბირთვებისთვის, რომლებიც ფართოდ გამოიყენება დროის, რხევისა და ფილტრის წრედებში, მაღალი სიხშირის, მაღალი იმპულსის და მაღალი დენის შემთხვევებში, ეკრანული მონიტორებისა და ფერადი ტელევიზორის ხაზის უკუქცევის წრედში, კვების წყაროს ჯვარედინი ხაზის ხმაურის შემცირების წრედში, ჩარევის საწინააღმდეგო შემთხვევებში და ა.შ.
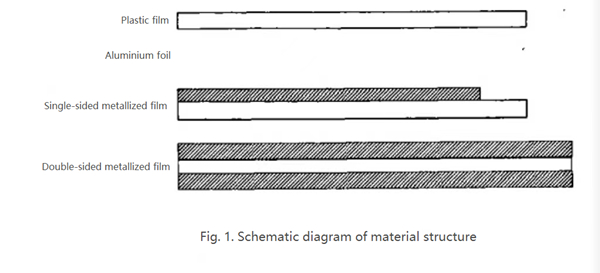
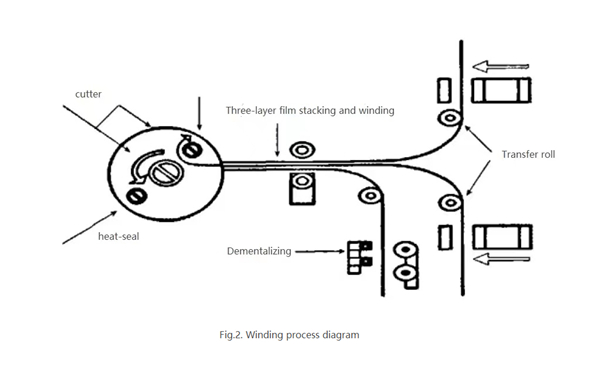
შემდეგ, დეტალურად გაგაცნობთ დახვევის პროცესს. კონდენსატორის დახვევის ტექნიკა გულისხმობს ბირთვზე ლითონის ფირის, ლითონის ფოლგის და პლასტიკური ფირის დახვევას და კონდენსატორის ბირთვის ტევადობის მიხედვით სხვადასხვა დახვევის ბრუნვის დაყენებას. როდესაც დახვევის ბრუნების რაოდენობა მიღწეულია, მასალა იჭრება და ბოლოს, წყვეტა ჰერმეტულად იხურება კონდენსატორის ბირთვის დახვევის დასასრულებლად. მასალის სტრუქტურის სქემატური დიაგრამა ნაჩვენებია ნახ. 1-ში. დახვევის პროცესის სქემატური დიაგრამა ნაჩვენებია ნახ. 2-ში.
შეხვევის პროცესში ტევადობის მახასიათებლებზე მრავალი ფაქტორი მოქმედებს, როგორიცაა მასალის ჩამოსაკიდი უჯრის სიბრტყე, გარდამავალი ლილვაკის ზედაპირის სიგლუვე, შესახვევი მასალის დაჭიმულობა, ფირის მასალის დემეტალიზაციის ეფექტი, დალუქვის ეფექტი გაწყვეტის ადგილას, შესახვევი მასალის დაწყობის წესი და ა.შ. ეს ყველაფერი დიდ გავლენას მოახდენს საბოლოო კონდენსატორის ბირთვის მუშაობის ტესტირებაზე.
კონდენსატორის ბირთვის გარეთა ბოლოს დალუქვის გავრცელებული გზაა შედუღების უთოთი თბოიზოლაცია. უთოს წვერის გაცხელებით (ტემპერატურა დამოკიდებულია სხვადასხვა პროდუქტის დამუშავების პროცესზე). შემოხვეული ბირთვის დაბალი სიჩქარით ბრუნვის შემთხვევაში, შედუღების უთოს წვერი შედის კონტაქტში კონდენსატორის ბირთვის გარე დალუქვის ფენასთან და ილუქება ცხელი შტამპით. დალუქვის ხარისხი პირდაპირ გავლენას ახდენს ბირთვის იერსახეზე.
დალუქვის ბოლოში პლასტიკური აპკის მიღება ხშირად ორი გზით ხდება: ერთი არის გრაგნილზე პლასტიკური აპკის ფენის დამატება, რაც ზრდის კონდენსატორის დიელექტრიკული ფენის სისქეს და ასევე ზრდის კონდენსატორის ბირთვის დიამეტრს. მეორე გზაა გრაგნილის ბოლოში ლითონის აპკის საფარის მოხსნა, რათა მივიღოთ პლასტიკური აპკი ლითონის საფარის მოხსნით, რამაც შეიძლება შეამციროს ბირთვის დიამეტრი კონდენსატორის ბირთვის იგივე ტევადობით.
გამოქვეყნების დრო: 2022 წლის 1 მარტი